切削力测量
来源:系统管理员 时间:2018-09-07
《金属难加工材料切削及刀具磨损虚拟仿真实验》虚拟仿真实验项目登陆入口
http://jixie.hrbust.owvlab.net/virexp/prepare_login
评委同志请使用申报书上的虚拟仿真实验项目入口地址(无需登录)
请同学们预习实验内容后进入虚拟实验项目
《金属难加工材料切削及刀具磨损虚拟仿真实验》虚拟仿真实验项目
实验一:切削力测量
一、实验目的
1. 了解测力仪的工作原理及使用方法,并了解数据采集系统的使用;
2. 掌握主轴转速、切削深度及进给量对主切削力的影响;
3. 了解智能制造过程中切削力的状态感知与反馈;
二、实验仪器与用具
1. 五轴加工中心;
2. 球头铣刀、淬硬钢Cr12MoV(55HRC);
3. 压电晶体测力仪(以下简称:测力仪)、电荷放大器、数据采集系统。
三、实验原理
金属切削加工过程中,在刀具的主切削刃上,将产生切削力。这时的切削力是三个方向的力,即:切削力(主切削力或切向分力Fz)、进给方向的力(走刀分力或轴向分力Fx)、背吃刀量方向的力(切深分力或径向分力Fy)。切削力的大小,是提供机床设计、工装夹具设计及刀具结构设计的重要依据。
在机械力作用下,产生形变,使带电质点发生相对位移,从而在晶体表面出现正、负束缚电荷,这样的晶体称为压电晶体。当压电晶体沿着一定方向受到外力作用时,内部会产生极化现象,使带电质点发生相对位移,从而在晶体表面上产生大小相等符号相反的电荷。当外力去掉后,又恢复到不带电状态。晶体受力所产生的电荷量与外力的大小成正比,这种现象叫压电效应。将采集的电荷进行放大处理后测定切削力的大小。
四、实验步骤
|
|
序号 |
具体步骤 |
显示 |
|
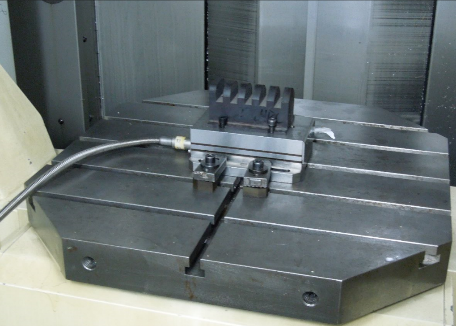
刀具、测力仪、工件装夹 |
1 |
点击测力仪,将测力仪安装到工作台上 注意:1、安装前要进行工作台的清理 螺钉拧紧应采用对角拧紧方式 为了保证测力仪安装精度,应采用万用表进行校准 |
|
|
2 |
将工件安装到测力仪上 注意:工件安装中,螺钉拧紧方式仍为对角拧紧方式 |
|
|
|
3 |
数采箱和电荷放大器相连 |
|
|
|
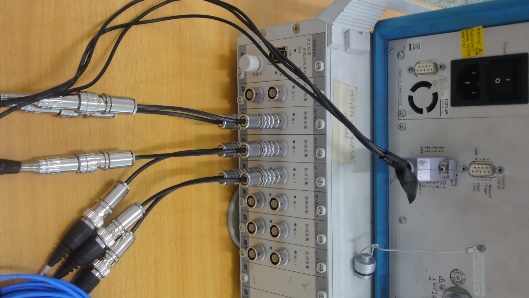
测力仪、电荷放大器、数采系统安装及调试 |
4 |
采用传输线,进行连接(传输线接头与数据采集箱接头要以红点为方向提示,对准插入) |
|
|
5 |
安装完成图(注意:X、Y、Z分别对应着数据采集箱的1、2、3通道) |
|
|
|
6 |
连接电荷放大器和数据采集箱 |
|
|
|
7 |
完成测力仪与电荷放大器的连接 |
|
|
|
8 |
采用1394线,连接电脑和数据采集箱 |
|
|
|
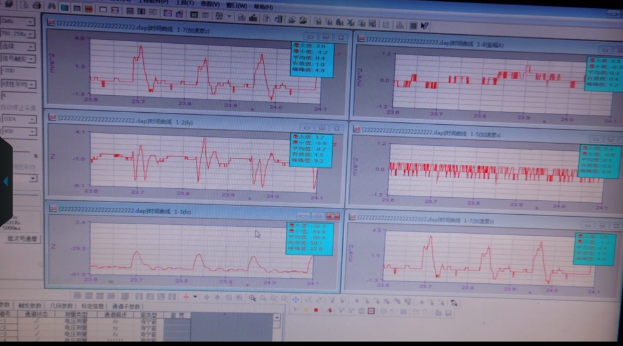
加工,数据采集 |
9 |
点开电脑电源,双击桌面上的东华测试系统软件;点击加工按钮,电脑桌面显示数据的动态的数据采集 |
|
|
10 |
若加工过程中出现切削力过大提示,应当按照提示调整切削参数 |
|
.jpg)
.jpg)
.jpg)
.jpg)


五、实验数据
切削参数对切削力的影响规律试验
|
n(r/min) |
2000 |
3000 |
4000 |
5000 |
4000 |
4000 |
4000 |
4000 |
4000 |
4000 |
4000 |
4000 |
|
f(mm/r) |
0.2 |
0.2 |
0.2 |
0.2 |
0.1 |
0.15 |
0.2 |
0.25 |
0.2 |
0.2 |
0.2 |
0.2 |
|
ap(mm) |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.1 |
0.15 |
0.2 |
0.25 |
|
ae(mm) |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
|
Fx(N) |
||||||||||||
|
Fy(N) |
||||||||||||
|
Fz(N) |
六、实验思考题
1. 分析:切削用量对切削力的影响规律,解释其原因?
2. 简述智能制造过程中切削力的状态感知与适时调整过程?
3. 哪些因素会导致本实验的误差?你对本实验有哪些改进建议?
演示视频
切削深度与吃刀量
主轴转速与进给速度
*实验项目中的数据源自-国家自然基金-国际合作专项-基于开放式数控系统的智能切削加工技术基础及应用(51720105009)