表面质量测量
来源:系统管理员 时间:2017-09-07
《金属难加工材料切削及刀具磨损虚拟仿真实验》虚拟仿真实验项目登陆入口
http://jixie.hrbust.owvlab.net/virexp/prepare_login
评委同志请使用申报书上的虚拟仿真实验项目入口地址(无需登录)
请同学们预习实验内容后进入虚拟实验项目
《金属难加工材料切削及刀具磨损虚拟仿真实验》虚拟仿真实验项目
实验四:表面质量测量
一、实验目的
1、了解白光干涉仪的工作原理及使用方法;
2、掌握切削深度、切削速度及进给量对表面粗糙度的影响规律。
二、实验仪器与用具
1、五轴加工中心
2、机夹式球头铣刀、淬硬钢Cr12MoV(55HRC)
3、白光干涉仪
|
图1 五轴加工中心 |
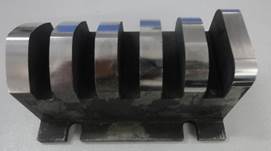
图2实验工件 |
|
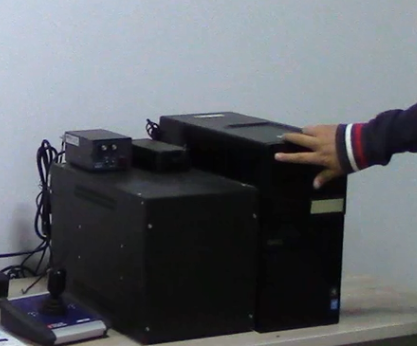
图3白光干涉仪 |
图4机夹式球头铣刀 |



三、实验原理
通过不同光学元件形成参考光路和检测光路。干涉仪是利用干涉原理测量光程之差从而测定有关物理量的光学仪器。两束相干光间光程差的任何变化会非常灵敏地导致干涉条纹的移动,而某一束相干光的光程变化是由它所通过的几何路程或介质折射率的变化引起,所以,通过干涉条纹的移动变化可测量几何长度或折射率的微小改变量,从而测得与此有关的其他物理量。测量精度决定于测量光程差的精度,干涉条纹每移动一个条纹间距,光程差就改变一个波长(~10-7米),所以干涉仪是以光波波长为单位测量光程差的,其测量精度之高是任何其他测量方法所无法比拟的。
白光干涉仪利用时间相关性非常低的白光通过分光板作为参考光和样品照射光,两路光束很容易被测量。接着光经过反射,相互叠加干涉,记录下干涉图,同时开始高低形貌的测量,物镜在Z轴方向上不断微小的移动,在每个移动位置上都会拍照记录,收集图片用于形成整个三维形貌数据。由于白光有低的相关性,白光干涉仪的特点就是高分辨率逐层地测量反光粗糙面。
四、实验步骤
|
序号 |
具体步骤 |
显示 |
|
1 |
切削加工30min后,将工件取下,在白光干涉仪上测量表面粗糙度 |
—— |
|
2 |
打开UPS |
|
|
3 |
打开电脑开关 |
|
|
4 |
插上加密狗 |
|
|
5 |
打开白光干涉仪开关 |
|
|
6 |
出现电脑界面 |
|
|
7 |
将工件安放在白光干涉仪的平台上 |
|
|
8 |
双击软件,出现软件操控界面,进行镜头确认 |
|
|
9 |
用手柄调节工作台位置直到界面上出现9图示的样子 |
|
|
10 |
调节手柄使出现图示位置 |
|
|
11 |
中间位置(点击界面中的中间位置按钮) |
|
|
12 |
上限位置(点击界面中的上限位置按钮) |
|
|
13 |
下限位置(点击界面中的下限位置按钮) |
|
|
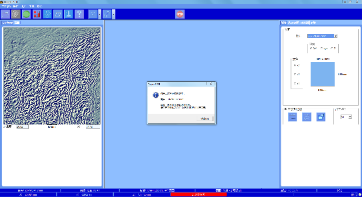
14 |
点击测量按钮后出现测量中界面(3min滚动条全部充满) |
|
|
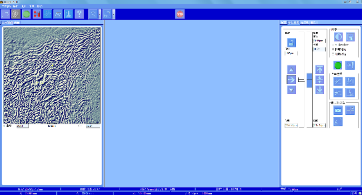
15 |
3Min滚动条充满后出现测量结果界面 |
|
|
16 |
点击校平按钮出现图示界面 |
|
|
17 |
1min后出现校平结果 |
|
|
18 |
点击去除形状按钮 |
|
|
19 |
1Min后出现去除形状结果 |
|
|
20 |
点击修描按钮,出现图示界面 |
|
|
21 |
修描中图示 |
|
|
24 |
1Min后出现修描结果 |
|
|
25 |
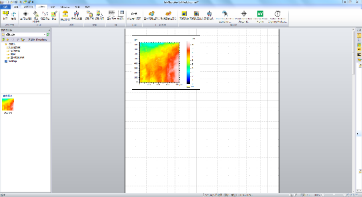
提取面粗糙度结果 |
|
|
26 |
改变切削参数重新试验 |
—— |

.png)

.png)



五、思考题
1、分析:切削用量对表面粗糙度的影响规律,解释其原因?
2、哪些因素会导致本实验的误差?你对本实验有哪些改进建议?
视频案例
三坐标测量仪表面检测
*实验项目中的数据源自-国家自然基金-国际合作专项-基于开放式数控系统的智能切削加工技术基础及应用(51720105009)